Up Flow - Anaerobic Sludge Blanket Reactor (UASB)
About Anaerobic Wastewater Treatment
Anaerobic Wastewater Treatment is a wastewater treatment system using biology that without using of air or oxygen. It aimed to remove organic pollution in wastewater, slurries and sludge. Anaerobic microorganisms convert organic pollutants into a “biogas” which contains methane and carbon dioxide.1
Conversion of Organic Pollutants to Biogas by Anaerobic Microorganisms
About Up flow-Anaerobic Sludge Blanket Reactor (UASB)
Up flow anaerobic sludge blanket technology also known as UASB reactor is a form of anaerobic digester which used in wastewater treatment. UASB reactor is a methane-producing digester, which uses an anaerobicprocess and forming a blanket of granular sludge and is processed by the anaerobic microorganisms.2
Concept and Design
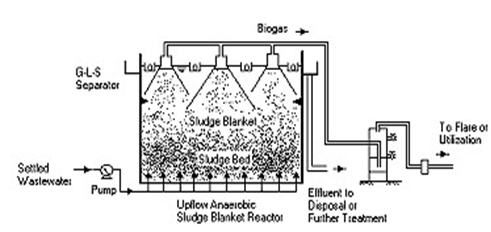
UASB reactor is based on the so-called three-phase separator, which enables the reactor to separate gas, water and sludge mixtures under high turbulence conditions. This allows for compact, cheaper designs.1
The reactor has multiple gas hoods for the separation of biogas. As a result the extremely large gas/water interfaces greatly reduce turbulence, making relatively high loading rates of 10 – 15 kg/m3.d possible. Separation in the UASB reactor requires only 1.0 meter of height, which prevents flotation effects and, consequently, floating layers.
Generally, during the treatment of UASB reactor, the substrate passes through an expanded sludge bed which containing a high concentration of biomass first. After that, the remaining part of substrate passes through a less dense biomass which named the sludge blanket.
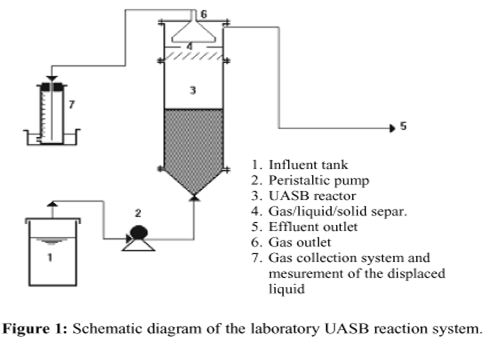
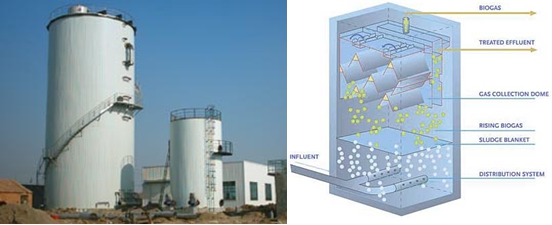
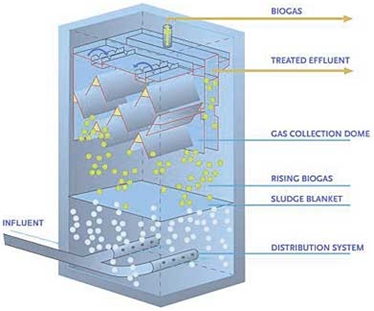
The influent is pumped to the UASB reactor from bottom of it by Peristaltic pump. The influent move upwards and get contact with the biomass in sludge bed, then continue to move upwards and the rest substrates act with the biomass again in the sludge blanket which has a less concentration of biomass compared with the sludge bed below.
The volume of sludge blanket must be sufficient to conduct the further treatment to wastewater by-passed from the lower layer of sludge bed by channeling. At the same time, it will help to ensure a stable effluent quality. A 3 phases (Gas-Liquid-Solid or GLS) separator located above the sludge blanket to separate the solid particles from the mixture (gas, liquid, and solid) after treatment and hence allowing liquid and gas to leave the UASB reactor.
After the treated wastewater will be collected by the effluent collection system via number of launders distributed over entire area discharging, to main launder provided at periphery of the reactor. And the biogasesgenerated will be collected as the valuable fuel or for deposal.
The average full-scale design loading of the UASB of 682 full-scale plants surveyed was 10 kg COD/m3.d.
UASB Reactor Height and Area
To reduce the plan area and to reduce the cost of land, GLS separator and influent distribution arrangement etc. the reactor should be as high as possible. And the height of the sludge bed should be sufficient to minimize the channelling and to make sure the liquid up flow velocity within the maximum permissible limits (1.2 – 1.5 m/h). Therefore, the height of the sludge bed should be at least about 1.5 to 2.5 meters and hence the height of the reactor should be restricted to 4 meters to provide convenient accommodation for sludge bed, sludge blanket and 3 phases separator. As the standard mentioned, the maximum height of the reactor is around 8 meters but the applicable height in common usage is between 4.5 and 6 meters.
In addition, the sludge bed occupies 30 to 60% of the total reactor volume, 20 to 30% of the total volume is provided for sludge blanket and GLS separator occupies remaining 15 to 30% of the total volume.
Gas Liquid Solid (GLS) Separator
The main objective of this design is to facilitate the sludge return without help of any external energy and control device. The function of the GLS separator is to provide enough gas-water interfaces inside the gas dome, sufficient settling area out side the dome to control surface overflow rate; and sufficient aperture opening at bottom to avoid turbulence due to high inlet velocity of liquid in the settler, to allow proper return of solid back to the reactor. Due attention has to be paid to the geometry of the unit and its hydraulics, to ensure proper working of the GLS separator.
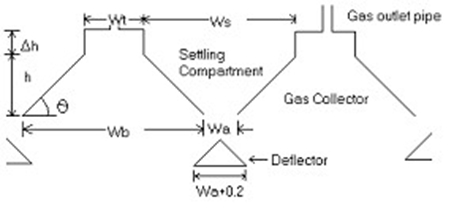
Figure 2: Details of the Gas-Liquid-Solid (GLS) Separator
Comparison Between Anaerobic and Aerobic Process
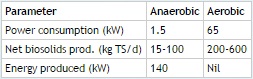
Table 1: Anaerobic vs Aerobic Treatment for 1000 kg CODB/d
(For a given biodegradable chemical oxygen demand (CODB) waste load)
Function and Application
- Breweries and beverage industry
- Distilleries and fermentation industry
- Food Industry
- Pulp and paper.
Advantages
- During the treatment process a amount of valuable biogas energy will be produced which can be collected for other usage;
- Much less bio-solids waste generated compared with aerobic process because much of the energy in the wastewater is converted to a gaseous form and resulting in very little energy left for new cell growth;
- A low energy requirement for the treatment process;
- Less nutrients required;
- System can be shut down for extended periods without serious deterioration; and
- Can handle organic shock loads effectively.
Disadvantages
- Anaerobic treatment cannot achieve surface water discharge quality without post-treatment;
- Reduced sulphur compounds are produced, which need to be properly addressed in terms of corrosion, odour and safety; and
- Longer start-up period.
- A proper temperature range is required for the anaerobic process (15oC to 35oC), therefore it is not applicable during cold season in certain countries. (i.e. Canada)
- Some equipment (i.e. pH meter, thermometer etc.) and professional staff is necessary for monitoring the internal condition of the reactor. It is costly.
Case study
Cairo, Egypt
This study is carried out to propose an appropriate treatment technology for wastewater discharged from a flavor production factory. Industrial wastewater discharged from this factory ranges between 50–70 m3/d with an average value of 60 m3/d. The major source of pollution in this factory is due to cleaning of the vessels therefore the treatment has been carried out on the end-of pipe wastewater.
The wastewater is characterized by high values of COD, BOD, TSS and Oil and grease 4646, 2298, 1790 and 626 mg/l respectively. Primary sedimentation of the wastewater for four hours reduced the COD, BOD, TSS and Oil and grease by 43, 47, 80 and 74%, respectively. For the treatment of the produced wastewater, the biological treatment process such as activated sludge, rotating biological contactor (RBC), up-flow anaerobic sludgebed reactor (UASB) have been selected.
The results from each treatment process proved to be efficient for the treatment of such wastewater. The treated wastewater characteristics are in compliance with the Egyptian law which regulates the discharge ofindustrial wastewater to the sewerage system
Conclusion
In conclusion, up flow Anaerobic Sludge Blanket (UASB) reactor is a form of anaerobic digester that is used in the treatment of wastewater. It’s typically suited to dilute waste water streams (3% TSS with particle size >0.75mm).
As we had mentioned earlier, these are the 4 top applications of the reactors:
- Breweries and beverage industry
- Distilleries and fermentation industry
- Food Industry
- Pulp and paper
Together, these four industrial sectors account for 87% of the applications. However, the applications of the technology are rapidly expanding, including:
1. treatment of chemical and petrochemical industry effluents
2. textile industry wastewater
3. landfill leachates
4. Conversions in the sulfur cycle and removal of metals.
Furthermore in warm climates, the UASB concept is also suitable for treatment of domestic wastewater.
References
http://en.wikipedia.org/wiki/Upflow_anaerobic_sludge_blanket_digestion
http://www.paques.nl/?pid=43&parentid=41
http://www.springerlink.com/content/j1qunp1322t76075/
Related Publications
Nanotechnology for Water and Wastewater Treatment - Piet Lens, Jurate Virkutyte, Veeriah Jegatheesan
Publication Date: Feb 2013 - ISBN - 9781780404585
Uncertainty in Wastewater Treatment Design and Operation - Evangelina Belia, Marc B. Neumann, Lorenzo Benedetti, Bruce Johnson, Sudhir Murthy, Stefan Weijers and Peter A. Vanrolleghem (IWA Task Group on Design and Operations Uncertainty - DOUTGroup)
Publication Date: Feb 2013 - ISBN - 9781780401027
Benchmarking of Control Strategies for Wastewater Treatment Plants - Krist V Gernaey, Ulf Jeppsson, Peter A Vanrolleghem, John B Copp and Jean-Philippe Steyer
Publication Date: Feb 2013 - ISBN - 9781843391463
Gathering Unpublished Data for Chemicals Detected in Biosolids - Charles Pittinger, Andrew Maier and Drew C. McAvoy,
Publication Date: Jan 2013 - ISBN - 9781780401102