Sequencing Batch Reactor
Introduction
Sequencing batch reactors (SBR) or sequential batch reactors are industrial processing tanks for the treatment of wastewater. SBR reactors treat waste water such as sewage or output from anaerobic digesters or mechanical biological treatment facilities in batches. Oxygen is bubbled through the waste water to reduce biochemical oxygen demand (BOD) and chemical oxygen demand (COD) to make suitable for discharge into sewers or for use on land. While there are several configurations of SBRs the basic process is similar. The installation consists of at least two identically equipped tanks with a common inlet, which can be switched between them. The tanks have a “flow through” system, with raw wastewater (influent) coming in at one end and treated water (effluent) flowing out the other. While one tank is in settle/decant mode the other is aerating and filling. At the inlet is a section of the tank known as the bio-selector. This consists of a series of walls or baffles which direct the flow either from side to side of the tank or under and over consecutive baffles. This helps to mix the incoming Influent and the returned activated sludge, beginning the biological digestion process before the liquor enters the main part of the tank.
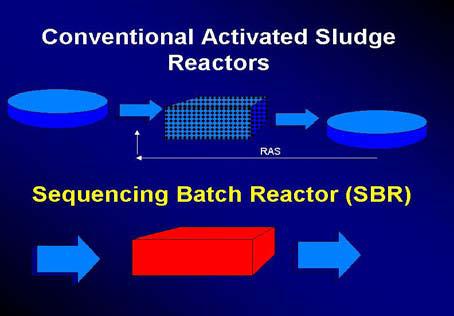
Fig.1. Comparison of Conventional and SBR Process
Background
During the early 1900’s, the basic principles of biological degradation processes using activated sludge were established by Ardern, Lockett and Fowler amongst others. These researchers operated “fill-and draw” processes on crude sewage at Manchester in the UK and established the concept of sequencing batch reactors (SBR’s) operating a single biological reactor basin using repetitive cycles of aeration, settlement and discharge of the treated effluent. These original fill-and-draw variable-volume SBR systems were capable of achieving excellent treated effluent quality but suffered many operational difficulties which favored the development of fixed volume continuous-flow activated sludge processes which incorporate two separate units, one for aeration and one for settlement. Further developments of the SBR process did not occur until the 1950’s when Pasveer and co-workers incorporated interrupted and continuously fed batch treatment principles in their variable volume activated sludge system. Further development took place in the 1970’s mainly in Australia and the United States, and with grant aid from the EPA and publication of the EPA’s SBR Design Manuals in 1986 and 1992, led to the wide scale application of the technology worldwide. The earlier operational difficulties have been resolved by technological improvements, particularly reliable microprocessor control systems, aeration equipment and mechanically actuated valves. Through process performance monitoring and variations / modifications of the original SBR process, the modern generation of SBR’s have found application in large scale municipalities (up to 1 million population equivalent), as well as the modular expansion and up-rating of existing wastewater treatment facilities.
SBR Operating Principles
Basic treatment process
In its most basic form, the SBR system is a set of tanks that operate on a fill-and draw basis. Each tank in the SBR system is filled during a discrete period of time and then operated as a batch reactor. After desired treatment, the mixed liquor is allowed to settle and the clarified supernatant is then drawn from the tank. The cycle for each tank in a typical SBR is divided into five discrete periods: Fill, React, Settle, Draw and Idle as shown in Fig.2. There are several types of Fill and React periods, which vary according to aeration and mixing procedures. Sludge wasting may take place near the end of React, or during Settle, Draw or Idle. Central to SBR design is the use of a single tank for multiple aspects of wastewater treatment.
Fill: The influent to the tank may be either raw wastewater (screened and degritted) or primary effluent. It may be either pumped in or allowed to flow in by gravity. The feed volume is determined based on a number of factors including desired loading and detention time and expected settling characteristics of the organisms. The time of Fill depends upon the volume of each tank, the number of parallel tanks in operation, and the extent of diurnal variations in the wastewater flow rate. Virtually any aeration system (e.g., diffused, floating mechanical, or jet) can be used. The ideal aeration system, however, must be able to provide both a range of mixing intensities, from zero to complete agitation, and the flexibility of mixing without aeration. Level sensing devices, or timers, or in-tank probes (e.g., for the measurement of either dissolved oxygen or ammonia nitrogen) can be used to switch the aerators and/or mixers on and off as desired.
React: Biological reactions, which were initiated during Fill, are completed during React. As in Fill, alternating conditions of low dissolved oxygen concentrations (e.g., Mixed React) and high dissolved oxygen concentrations (e.g. Aerated React) may be required. While Fig. 1 suggests that the liquid level remains at the maximum throughout react, sludge wasting can take place during this period as a simple means for controlling the sludge age. By wasting during React, sludge is removed from the reactor as a means of maintaining or decreasing the volume of sludge in the reactor and decreases the solids volume. Time dedicated to react can be as high as 50% or more of total cycle time. The end of React may be dictated by a time specification (e.g. the time in React shall always be 1.5 h) or a level controller in an adjacent tank.
Settle: In the SBR, solids separation takes place under quiescent conditions (i.e., without inflow or outflow) in a tank, which may have a volume more then ten times that of the secondary clarifier used for conventional continuous-flow activated sludge plant. This major advantage in the clarification process results from the fact that the entire aeration tank serves as the clarifier during the period when no flow enters the tank. Because all of the biomass remains in the tank until some fraction must be wasted, there is no need for underflow hardware normally found in conventional clarifiers. By way of contrast, mixed liquor is continuously removed from continuous-flow activated-sludge aeration tank and passed throught the clarifiers only to have major portion of the sludge returned to the aeration tank.
Draw (Decant): The withdrawal mechanism may take one of several forms, including a pipe fixed at some predetermined level with the flow regulated by an automatic valve or a pump, or an adjustable or floating weir at or just beneath the liquid surface. In any case, the withdrawal mechanism should be designed and operated in a manner the prevents floating matter from being discharged. The time dedicated to Draw can range from 5 to more than 30 % of the total cycle time. The time in Draw, however, should not be overly extended because of possible problems with rising sludge.
Idle: The period between Draw and Fill is termed Idle. Despite its name, this “idle” time can be used effectively to waste settled sludge. While sludge wasting can be as infrequent as once every 2 to 3 months, more frequent sludge wasting programs are recommended to maintain process efficiency and sludge settling
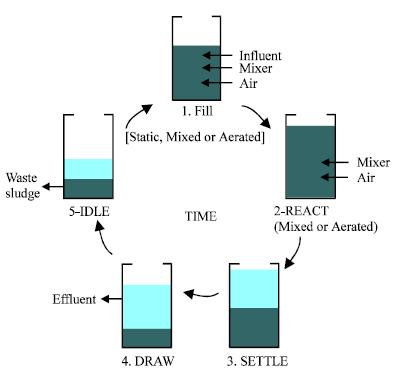
Fig. 2: SBR operation for each tank for one cycle for the five discrete time periods of Fill, React, Settle, Draw, and Idle (Irvine and Ketchum, 2004).
SBR technology has the advantage of being much more flexible than conventional activated sludge processes in terms of matching reaction times to the concentration and degree of treatment required for a particular wastewater. For example, the SBR process allows for the following adjustments to be made in addition to those (such as sludge age and operating mixed liquor solids concentration) that can be made in an equivalent conventional process: total cycle duration duration of each phase within the process cycle pattern of inflow dissolved oxygen profile during aeration operating top water level operating bottom water level.
SBR Process Configuration
The essential components of SBR’s are:
· reactor basin
· waste sludge draw-off mechanism
· aeration equipment
· effluent decanter
· process control system
To accommodate continuous inflow of wastewater, the SBR system generally comprises either a storage / equalization tank and a single SBR tank or a minimum of two tanks. As with conventional activated sludge treatment systems, conventional screening and grit removal are usually provided as preliminary treatment. A primary sedimentation stage is not usually required with SBR processes unless the influent suspended solids are excessive. Settled sewage may also be treated if the SBR is installed downstream of existing primary settlement tanks. Reactors are usually simple circular, square or rectangular tanks and may be constructed from concrete or steel. Lagoon structures can also be used and existing tanks, for example, primary sedimentation tanks, can be retrofitted. Since the tank serves as an aeration tank and a final clarifier, fewer structures are used for the treatment plant as a whole and a more compact layout for the site can be obtained. Extensions to the plant by the addition of modular basins using common wall construction can easily be designed for future loading conditions.

Fig.3. Circular SBR tanks and Rectangular SBR tanks and aerobic digester tanks
The volume between the design bottom water level and top water level represents the volume treated per batch or “hydraulic” volume. These volumes are typically up to thirty percent of the designated top water level volume and the overall basin depth is generally sized around 5 to 7 m. The volume of liquid at bottom water level is sized to provide sufficient mass of activated sludge to complete the biological treatment processes.Waste activated sludge (WAS) is typically withdrawn by pump or actuated valves from the settled sludge blanket during the decant or idle phase of the cycle. Typical WAS concentrations are usually in the range 8,000 – 15,000 mg/l and sludge production (yield) will be similar to conventional activated sludge processes operating under the same process loading rates (and sludge age). Waste activated sludge can be further treated by aerobic or anaerobic processes, or thickened and dewatered before disposal. Most SBR processes use air blowers to provide aeration air to biologically degrade the organic components in the wastewater. Many SBR facilities in North America operate with low maintenance coarse bubble diffused aeration, although jet aeration systems are in operation, particularly in industrial facilities. Jet aeration systems can also be used without air to provide a formal anoxic mixing phase in biological nutrient removal plants. Surface aeration equipment has also been used successfully. The high efficiency of flexible membrane, self-sealing, fine bubble diffusers has led to their adoption in SBR plants where energy usage is important. Fine bubble flexible membrane diffusers provide high efficiency in terms of process oxygen per unit of energy and also allow the flow of air to be interrupted during process air off (settling and decanting) phases without fouling of the diffusers or flooding the air distribution pipework. Removable fine bubble aeration equipment may be used to facilitate maintenance of the diffusers, where the tank cannot easily be drained.

Fig.4. Fine Bubble Membrane Aeration System
Operating any SBR process, the air can only be supplied during the fill, aerate and react periods. Therefore, for a cycle comprising 50% aeration, the process air must be supplied to the SBR tank in a 12 hour period every day. For a two tank system, this translates to continuous blower operation for the total system, with each tank being provided with an aeration grid capable of taking the total airflow.
Air flow is directed to the correct tank by motorized valves controlled by the process control centre. A major advantage of the time based sequence of operations is the ability to vary the aeration intensity and duration. A large turndown capability can be achieved so that over-aeration does not occur at plant startup, or during periods of off-peak loading. Additional fine-tuning of the aeration system can be achieved through installing a dissolved oxygen probe within the basin, and controlling the air output with a variable speed blower. Nitrification and denitrification can be achieved through turning the air on and off during the filling and react phases, and can also be simultaneously achieved during the aerobic phases of the cycle by controlling the aeration intensity (and hence the process dissolved oxygen concentration) to ensure macro anoxic conditions within the activated sludge flocs. Denitrification also takes place within the sludge blanket during the air-off phase, but rising sludge is rarely a problem because of the low concentrations of nitrate present. Typically, biological phosphorus removal can be achieved by incorporating an anaerobic phase within the process cycle, usually at the beginning during filling. Treated effluent can be removed from the SBR tank after the settle period. Enough time must be allowed during the settle phase to enable the solids interface to reach a low enough position in the tank to avoid entrainment and scouring during the effluent decanting. Since hydraulic surges are equalized within the reactor and inflow to the tank is normally interrupted during decant, mixed liquor suspended solids cannot be washed out with the treated effluent.
A variety of different effluent removal systems have been developed for SBR’s:
· Fixed decanters including submerged outlet pipes with automated siphon control valves, and airlocked multiple pipe arrangements.
· Moving devices including weir troughs, floating weirs and pipes connected to flexible couplings, tilting weirs, and floating submersible pumps.
Some decanters suffer from solids loss by trapping mixed liquor suspended solids during the aeration phase or in the submerged pipework.
The most important aspect to the decanter design is to ensure that effluent is withdrawn uniformly from within the tank. Point discharges suffer from scouring suspended solids from the settled sludge blanket and have no flexibility for process changes, e.g. higher sludge blanket through increased tank solids concentration. Decanter designs usually incorporate guard mechanisms to prevent scum and other floating material from causing deterioration in effluent quality.
Modifications of the Sequencing Batch Reactor
Large scale applications of SBR’s are generally based on the Cyclic Activated Sludge System (CASS™), or Intermittent Cycle Aerated Extended System (ICEAS®). These systems have been used on municipal wastewater treatment plants treating populations over 1 million. For example, the Dublin Bay WWTP in Ireland utilizes the ICEAS® process in 24 SBR basins stacked in two levels, for an average daily flow of 320,000 m3/d and a wet weather peak flow of 960,000 m3/d.
an average daily flow of 320,000 m3/d and a wet weather peak flow of 960,000 m3/d.

Fig.5. Dublin Bay WWTP, Ireland
Further examples of the compact design of the SBR process can be found in Bangkok, Thailand. Two separate CASS™ SBR facilities, each with an average daily flow of 200,000 m3/d and peak flow of 500,000 m3/d, utilize tanks stacked on 4 levels to achieve a treatment plant footprint of 6,000 m2. Interestingly, both these facilities operate as BNR systems and equivalent conventional activated sludge systems would have required either more footprint (which as not available due to existing buildings), or additional levels (and higher capital and operating costs).

Fig.6. Four levels of stacked SBR basins treating 200,000 m3/d at BMA4, Bangkok, Thailand

Fig.7. Inside-building view of SBR Tanks
The essential features of the CASS SBR technology are the unique combination of plug flow initial reaction conditions and complete-mix SBR tank configuration. Each SBR tank is divided by baffle walls into three zones and sludge is continuously recycled within the zones to maintain high FM loading conditions to remove the readily degradable soluble substrate and favour the growth of floc-forming microorganisms. As a result, the total process cycle time can be shorter than the typical SBR process cycle time when treating domestic wastewater and this permits smaller tanks and equipment to be utilized. The ICEAS process incorporates a “pre-react” zone within the SBR tank, where the influent wastewater is continuously received, thereby eliminating influent flow control equipment.
The CASS SBR system operates with the following simple repeated time-based process cycle:
· FILL - AERATION (for biological reactions, two hours duration).
· FILL - SETTLEMENT (for solids-liquid separation, one hour duration).
· DECANT (to remove treated effluent, one hour duration total).
For treating domestic wastewater, this constitutes a four hour cycle which is then repeated six times per day. The reactors are usually simple rectangular tanks, constructed from concrete or steel, although lagoon structures and retrofits of existing primary sedimentation tanks have also been used. Large scale application of circular structures have also been used where space is not limited.

Fig.8. Circular CASS SBR Process Tanks, Ireland
For large scale SBR facilities, treated effluent is removed from the SBR tank after the settle period by a moving weir decanter. The weir trough of the decanter is situated above top water level for both aeration and settling phases to prevent the accidental discharge of mixed liquor suspended solids. When operated during the decant phase of the cycle, the decanter is driven by an electro-mechanical actuator mechanism into the liquid at a uniform rate and a constant flow of clarified effluent is discharged from the tank. Upon reaching the pre-set designated bottom water level, the decanter then returns to its out-of-liquid rest position. The decanter is fitted with a scum guard that positively excludes surface scum and other floating material.
Fig.9. Typical Moving Weir Effluent Decanter
Large scale facilities are normally operated as a minimum of two side-by-side basins (with common dividing wall) to ensure influent can be continuously accepted by the treatment plant. More basins (e.g. 3, 4, 8 etc.) are generally provided on larger plants to increase the overall plant flexibility and facilitate maintenance.
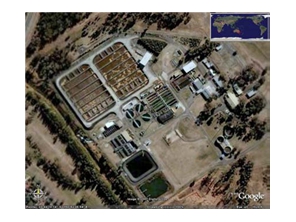
Fig.10. A 2 tank lagoon SBR process (Australia) and a 4 tank SBR, with circular storm water clarifiers (Scotland)
Further Reading
Enrique Cabrera Jr., Peter Dane, Scott Haskins, Heimo Theuretzbacher-Fritz (2011) Benchmarking Water Services: Guiding water utilities to excellence , IWA Publishing.